Introduction:
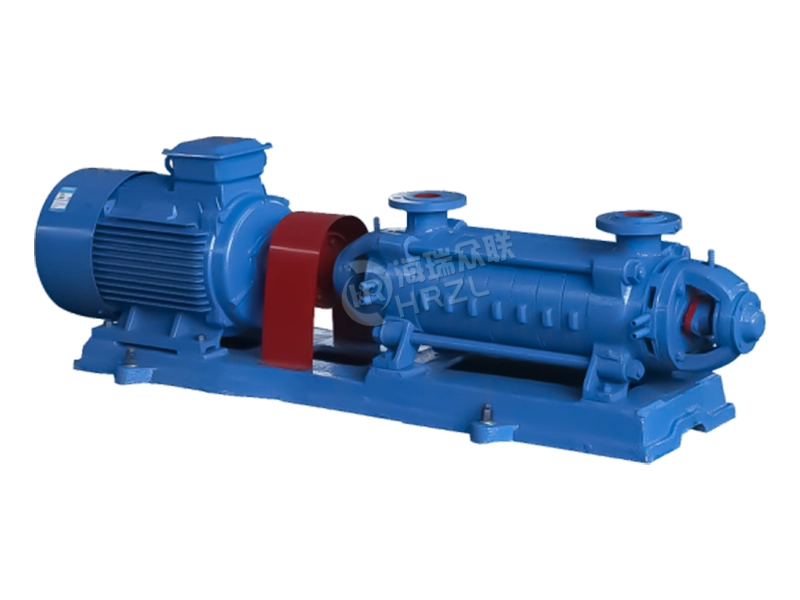
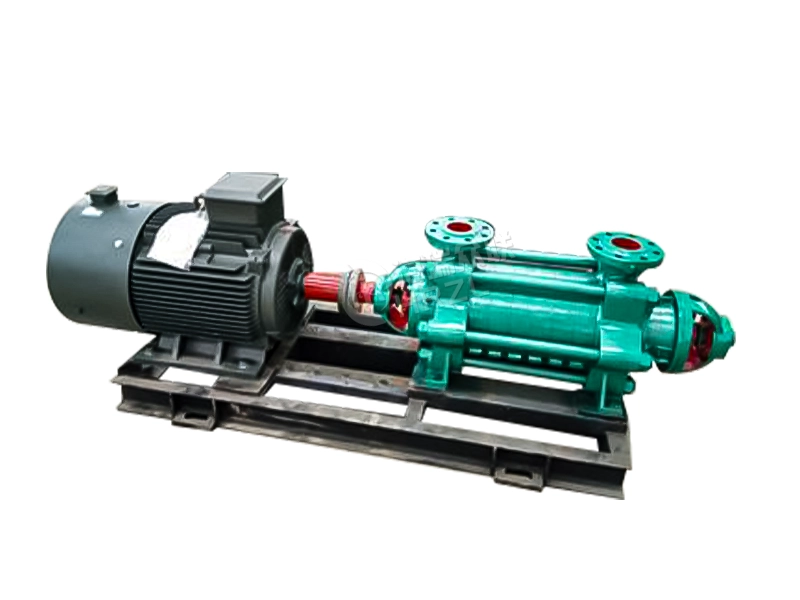
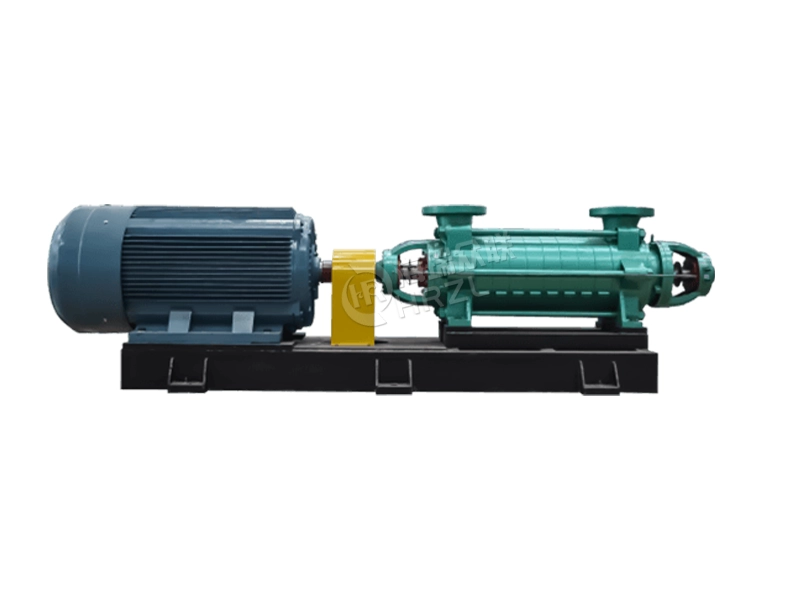
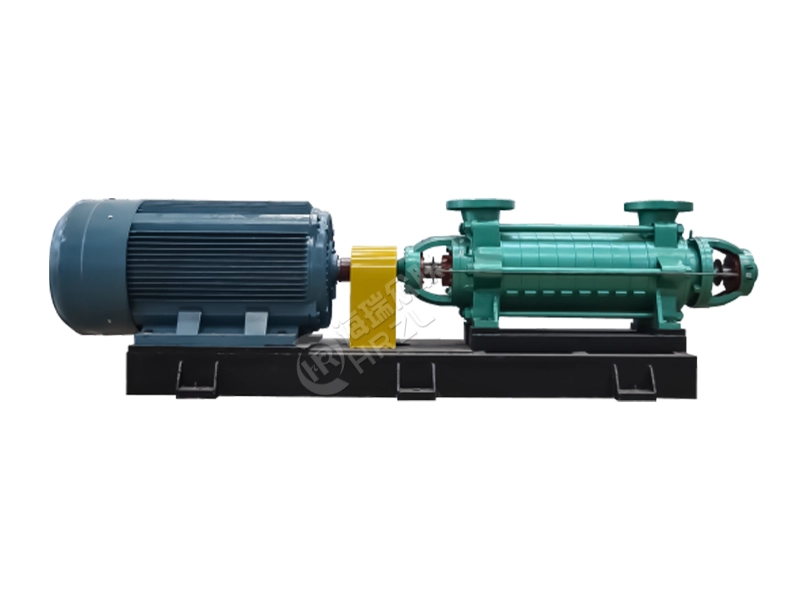
The HRZL-DG horizontal multi-stage clean water centrifugal pump is engineered as a single-suction, multi-stage sectional centrifugal pump, specifically designed for the conveyance of clean water and liquids with physical and chemical properties similar to those of water. It is capable of managing a maximum medium temperature of 130°C, making it suitable for applications such as boiler feed water and both municipal and industrial water supply. The performance metrics include a flow rate between 10 and 98 m³/h and a head ranging from 90 to 1104 m. This pump is configured horizontally, with both the water inlet and outlet oriented vertically upward, and employs a packing seal for its original shaft seal.
Features:
Exceptional resistance to cavitation
Low vibration and prolonged service life
High efficiency and reliability
Broad application spectrum
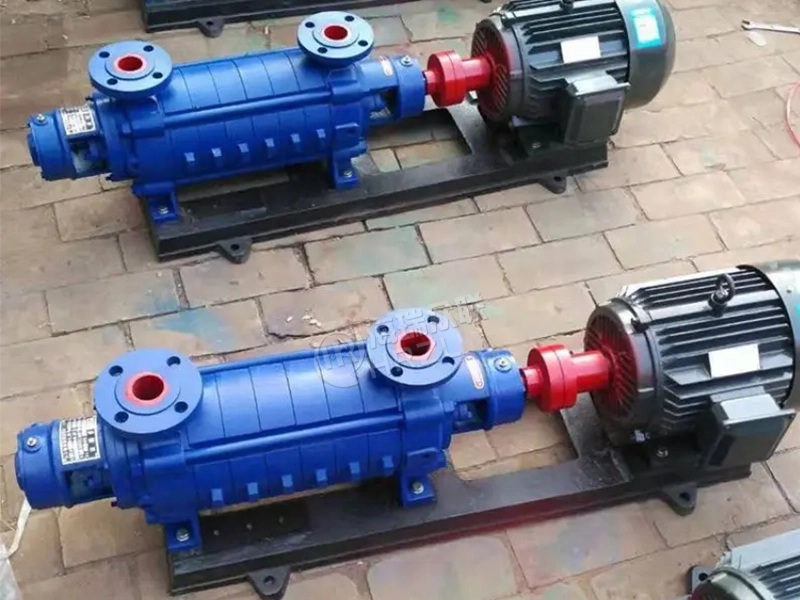
This pump is applicable in a variety of scenarios: Horizontal multi-stage centrifugal pumps are extensively utilized in industrial production, agriculture, building water supply and drainage, HVAC systems, refrigeration, sewage management, fire protection, chemical processing, pharmaceuticals, and other sectors. In conclusion, horizontal multi-stage clean water centrifugal pumps have gained widespread acceptance and recognition across various industries due to their high efficiency, energy-saving features, broad performance range, safe and stable operation, long lifespan, ease of installation and maintenance, excellent anti-cavitation performance, and compact footprint.
Customized solutions:
HRZL is willing to customize the pump functions based on your actual needs, striving to satisfy every customer. Our quality assurance department strictly implements the quality inspection process to ensure the reliability of the pump.
Related Cases:

Power station

Water supply plant

Municipal water supply