Introduction:
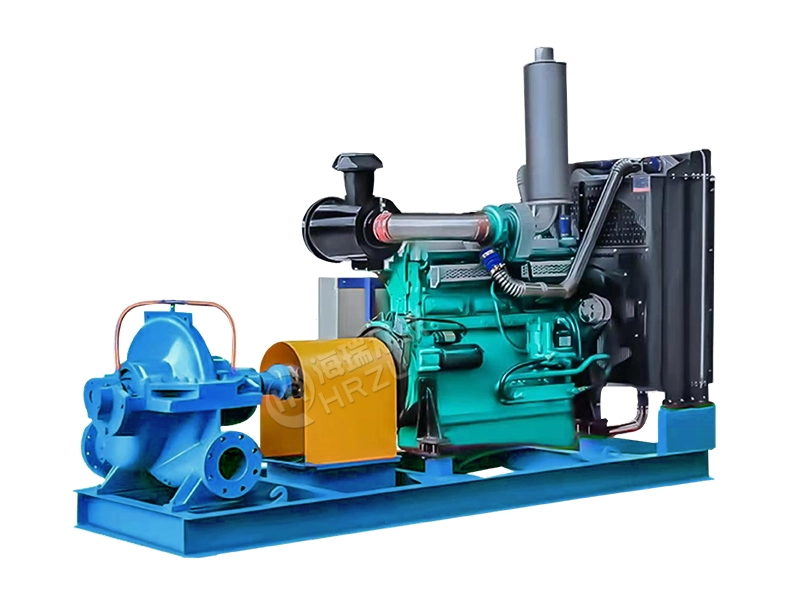
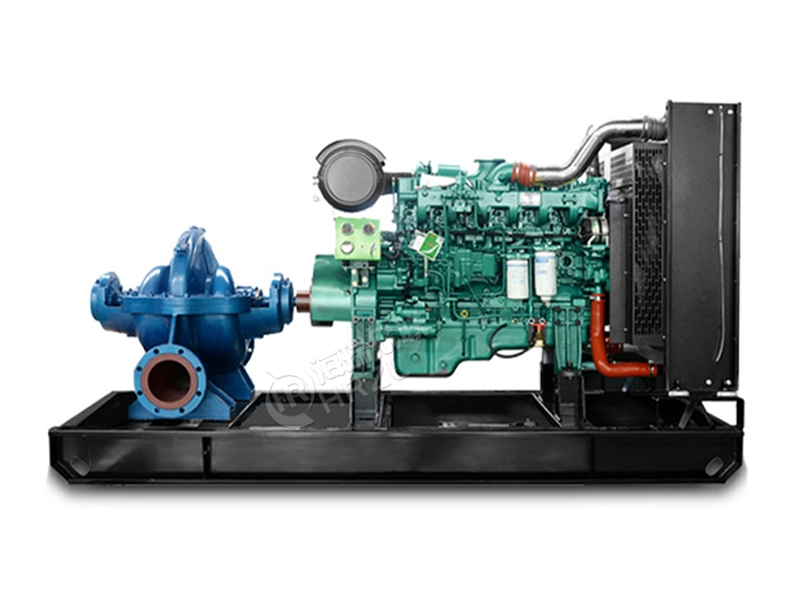
The HRZL-C/SH horizontal diesel engine double-suction split pump is a single-stage double-suction, horizontally split centrifugal pump designed for the efficient transportation of clean water and non-corrosive liquids, accommodating a maximum medium temperature of 80°C. When provided with cooling water to the bearing assembly, it can manage hot water temperatures reaching up to 130°C. By modifying the materials utilized for the sealing ring, shaft sleeve, and impeller, this pump is also capable of handling muddy water containing sand. The inlet pressure can be improved by selecting various materials for the pressure-bearing components. This pump is particularly suitable for applications in factories, mining operations, urban environments, power generation facilities, water supply systems, agricultural drainage and irrigation, as well as diverse water conservation initiatives. Furthermore, pumps fitted with copper impellers and sealing rings can be tailored for the transportation of refined oil and similar substances.
Features:
Balanced axial force
Low operational failure rate
Smooth operation with minimal noise
Optional self-priming capability
The design showcases a straight-line configuration, an aesthetically appealing appearance, robust stability, and ease of installation. The optimized design of the double-suction impeller reduces axial force and features blades with excellent hydraulic performance. Following precision casting, the inner surfaces of both the pump casing and impeller are exceptionally smooth, leading to remarkable anti-cavitation properties and improved efficiency.
Customized solutions:
HRZL is willing to customize the pump functions based on your actual needs, striving to satisfy every customer. Our quality assurance department strictly implements the quality inspection process to ensure the reliability of the pump.
Related Cases:

Ethiopia power station

Egypt water conservancy project

Saudi Arabia new energy company