Introduction:
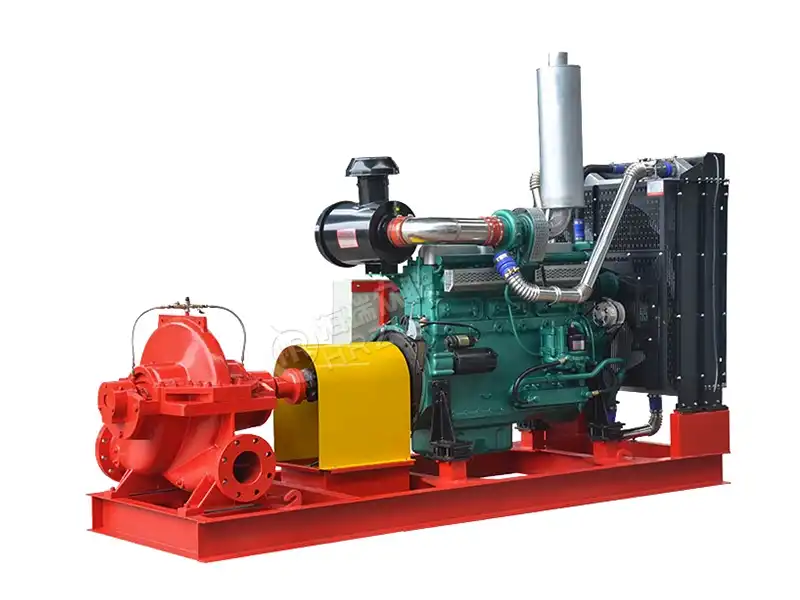
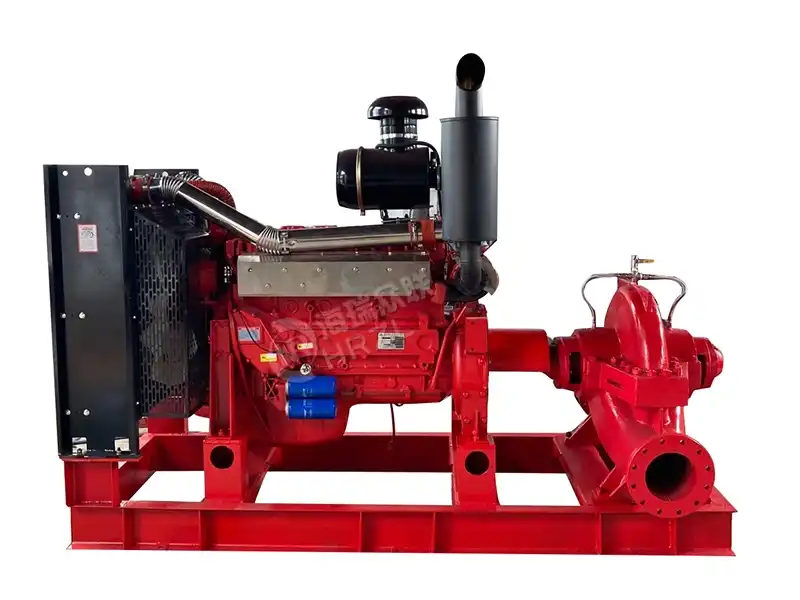
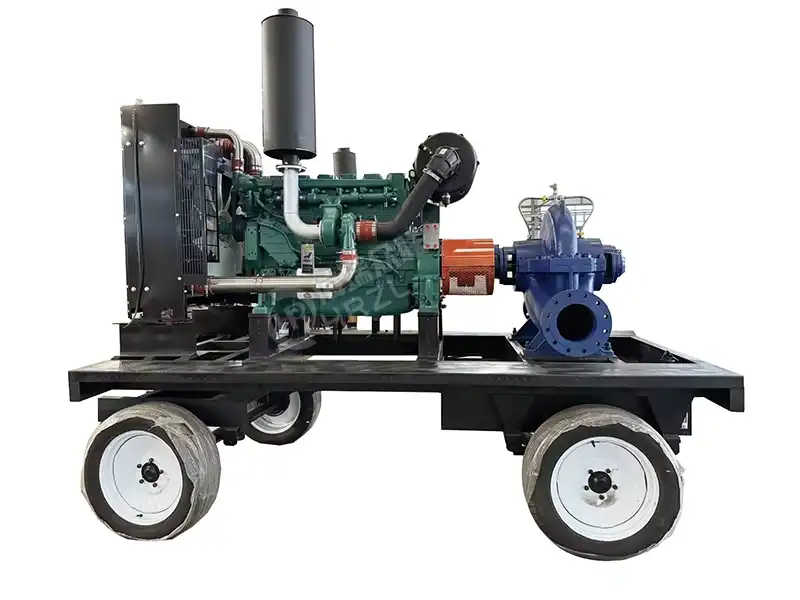
The intelligent diesel engine water pump manufactured by our facility is equipped with an unattended intelligent system as a standard feature. This product stands out due to its cutting-edge technology, high degree of automation, superior performance, extensive protective features, well-designed structure, ease of installation, and remarkable cost-effectiveness. Furthermore, to meet the varied needs of users and promote wise investment, the products are organized into different application series, which include fire pumps, industrial emergency pumps, agricultural water pumps, marine water pumps, and trailer-mounted mobile water pump stations, all of which can be seamlessly integrated and interchanged with electric fire pumps.
Features:
Diverse equipment options
High reliability
Extensive protective features
Advanced automation level
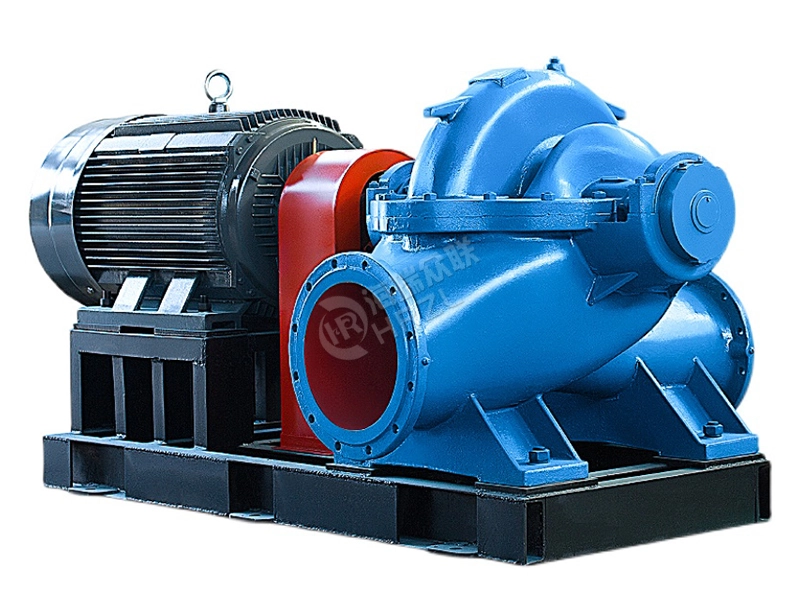
The XBC-G-OS diesel engine horizontal double-suction split pump is crafted as an axial split volute centrifugal pump, featuring a compact design, streamlined aesthetics, stability, and ease of installation. The double-suction impeller is designed for stable operation and optimal performance, effectively reducing axial force and incorporating blades with excellent hydraulic efficiency. After precision casting, the inner surfaces of both the pump casing and impeller are exceptionally smooth, offering outstanding resistance to cavitation and high operational efficiency. SKF and NSK bearings are employed to guarantee smooth functioning, lower noise levels, and an extended lifespan.
Customized solutions:
HRZL is willing to customize the pump functions based on your actual needs, striving to satisfy every customer. Our quality assurance department strictly implements the quality inspection process to ensure the reliability of the pump.
Related Cases:

Germany Factory

Saudi Arabia oil field

China project