Introduction:
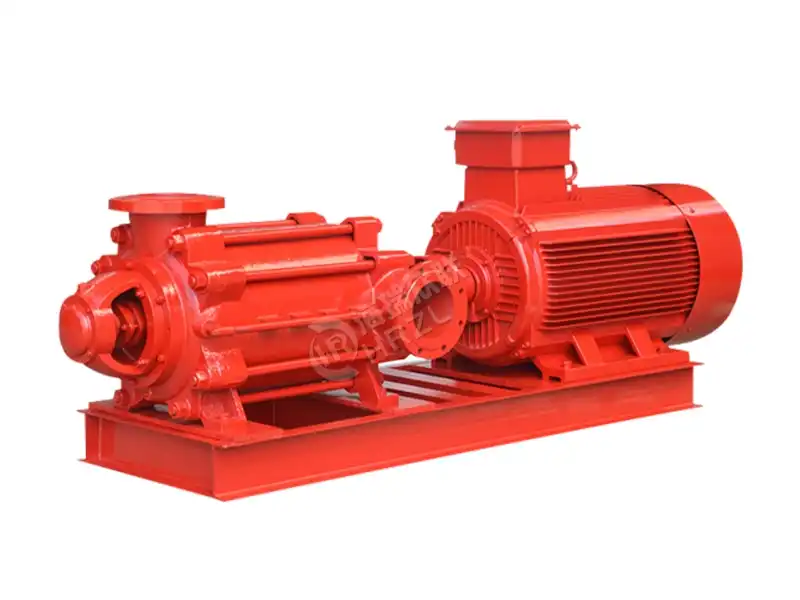
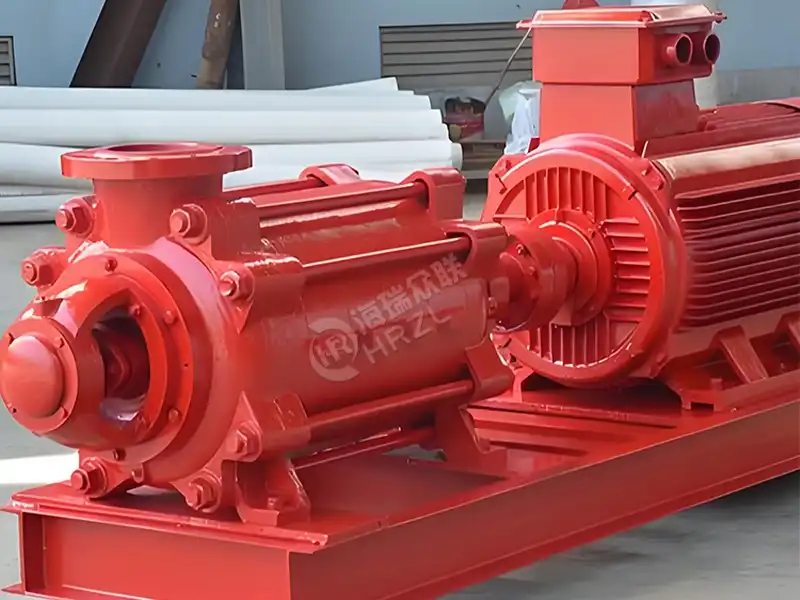
The horizontal single-suction multi-stage segmented fire pump is specifically engineered for the transfer of clear water free from solid particles, as well as liquids that share similar physical and chemical properties with water. Its primary function is to supply water for fire-fighting purposes in high-rise structures, although it is also adept at meeting the water supply and drainage requirements of industrial and mining sectors. The pump is capable of handling a flow rate ranging from 0.83 to 100 liters per second, a pressure range of 0.2 to 2.3 MPa, and a diameter range of φ25 to φ200 mm.
Features:
High efficiency
Extended service life
Low operational noise
Enhanced convenience
The XBD-G-HRZL (DW) horizontal multi-stage fire pump is designed to comply with fire protection regulations while also fulfilling the needs for domestic water supply. This product is suitable for independent fire water supply systems and fire protection applications. Furthermore, it can be employed in standard domestic water supply systems, as well as in construction, municipal, industrial, and mining water supply and drainage, including applications for boiler water supply.
Customized solutions:
HRZL is willing to customize the pump functions based on your actual needs, striving to satisfy every customer. Our quality assurance department strictly implements the quality inspection process to ensure the reliability of the pump.
Related Cases:

China pipeline pressurization project

Russia chemical factory project fire fighting

Egypt long-distance water Transferring