Introduction:
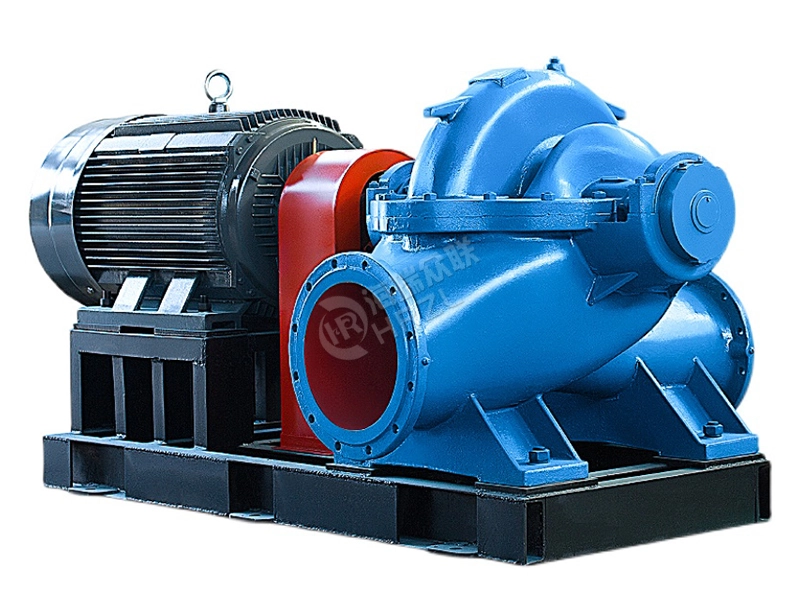
The HRZL-QW submersible sewage pump signifies a significant technological advancement created by our company, utilizing advanced technology while incorporating the operational features of both domestic and international pump models. This product line is characterized by its innovative design, broad performance spectrum, high efficiency, resistance to winding, non-blocking capabilities, automatic coupling, remarkable reliability, and comprehensive automatic control and protection systems.
Features:
Operates quietly underwater
Equipped with overload safety features
Dual seal configuration
Compatible with all water types
With its compact design, reduced dimensions, low operational noise, and impressive energy efficiency, this pump eliminates the need for a dedicated pump room, enabling submerged operation that significantly reduces construction costs. The mechanical seal is made from a new, durable, and corrosion-resistant tungsten material, ensuring safe and continuous operation for over 8000 hours.
Customized solutions:
HRZL is willing to customize the pump functions based on your actual needs, striving to satisfy every customer. Our quality assurance department strictly implements the quality inspection process to ensure the reliability of the pump.
Related Cases:

University

Hospital

Factory